18K3D硬黄金首饰产品关键质量工艺研究
王浩杰,杨鹔,张帆
(国家金银制品质量监督检验中心(南京),南京 210028)
摘 要:本文以18K3D硬黄金首饰产品生产工艺为研究对象,梳理各工序质量控制要点,摸索其关键生产工艺参数,为量产此产品提供技术支持。
关键词:18K3D硬黄金;首饰;工艺研究
Studyon the production technology of 18K3D hard gold jewelry
WANG Haojie, YANG Su, ZHANG Fan
(NationalCenter of Quality Supervision & Inspection on Gold-Silver Products (Nanjing),Nanjing 210028 )
Abstract: In this paper, 18K3Dhard gold jewelry production process as the research object, combing theprocess quality control points, and explore the key production processparameters, to provide technical support for a large number of production ofthis product.
Key words: 18K3D hard gold; jewelry;processresearch
1、前言
近年来国内黄金首饰加工量持续走高,为在激烈的市场竞争中能够占有一席之地,越来越多的首饰加工企业寻求在新材料新工艺上取得突破。做工精致,款式新颖,具有高硬度、高耐磨性和高光泽度的18K3D硬黄金产品在去年深圳珠宝展上受到特别关注,18K3D硬黄金电铸首饰产品作为珠宝制造业一项新技术被寄予很高的期望,人们期望它以中空的首饰改变产品重量,更令其设计款式实现了复杂化和立体化,这是传统的素金失蜡铸造法和压铸法两项工艺望尘莫及的。这一工艺技术的最大特点是生产速度快、金品位稳定、产品的体积大而重量轻,并给设计者带来了自由创意和驰骋想象的广阔空间。本课题希望通过对18K3D硬金首饰产品生产工艺进行试验研究,摸索出此产品的工艺质量控制方法,为贵金属首饰行业转型升级提供有力的技术支持。
2、18K3D硬黄金首饰产品质量控制流程
2.1 18k3D 硬金首饰质量控制工艺流程图:
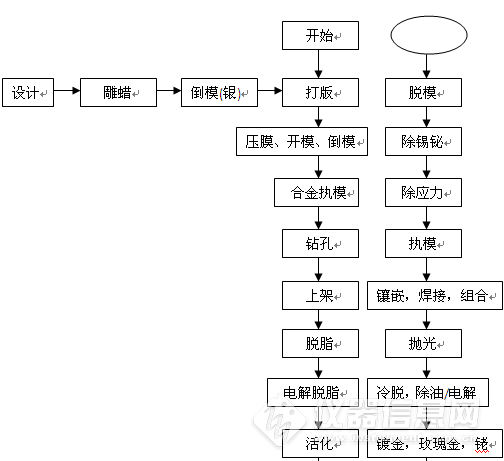

2.2 各制作工序工艺流程与要点:
2.2.1打版
打版之前由雕蜡师依据设计师之设计图雕成蜡版, 或由3D打印成蜡版, 经失蜡浇铸成銀版, 再经打版师傅把银版修整干净。
2.2.2压模、开模、倒模
将制作好的母版,按一定方法嵌入两半生料硫化橡胶内,两部分间涂上脱模剂,在150℃条件下,压制10小时使其充分熟化而定型。压模完成后取出母版,利用割刀、手术刀、雕刻刀等工具对硬化的硅胶进行分割,从而形成液体合金倒流槽及排气细槽,即为开模工作。把胶膜放入离心铸造机器内,倒入适量低温液态合金,在离心力的作用下,合金填入整个胶膜型腔内,待离心充分后取出胶膜冷却,分模后取出所需合金版,即为倒模工作。
2.2.3合金执模
离心倒模制得的合金产品,会存有因胶膜分离时形成的披锋,首先利用型号为600#的砂纸对货品表面进行粗处理,使其整体形态符合要求,修理披锋、极位、砂眼、缺陷等问题。接着利用800#砂纸进行精细处理,减低货品表面的粗糙度,必要时,为进一步提高平整度或提升生产效率,会使用研磨抛光机,使其易于电铸和后加工处理,降低金的损耗。
2.2.4钻孔
将执好模之工件在适当位置钻一小孔(孔径须比挂柱之螺径稍小), 方便能锁紧。
2.2.5上架
将钻好孔之工件锁上卦柱, 锁之力道须适当, 以防滑牙。
2.2.6脱脂, 电解脱脂
经执模过之工件表面有抛光膏等油脂, 表面必须清理干淨。
将工件浸于冷脱液中30分钟, 勿水洗。
直接将工件浸于60度之脱脂液中30分钟, 超声波震荡3分钟, 勿水洗。
直接将工件放入60度之电解脱脂液中进行电解3-5分钟, 充份水洗。
2.2.7活化
将工件浸于5%硫酸中去除氧化膜, 並活化之, 再经水洗, 纯水洗。
2.2.8铜打底
将清洗干淨之工件, 放入氰化亚铜之镀液进行打底作业, 其目的为防止下工序(镀光铜) 时发生铜置換反应。
降低铜与工件之附着力。
2.2.9活化
将工件浸于5%硫酸中去除氧化膜, 並活化之, 再经水洗, 纯水洗。
2.2.10镀光铜
酸性镀铜, 具有良好之平整性及走位能力, 使镀光铜后工件, 表面光滑细致, 一般电镀时间为30分钟。
起缶后充份水洗。
2.2.11电解脱脂
其主要目的为清除工件上之油脂, 指紋, 起缸后须充份水洗。
2.2.12活化
将工件浸于5%硫酸中去除氧化膜, 並活化之, 再经水洗, 纯水洗。
2.2.13金水制作
采用阳离子半透膜电解法制作金水。
將1#板料(成色99.99) 用压片机辗压成薄片, 放入阳极钛篮中。
阴极用不绣钢板中间用阳离子半透膜隔开成阳极区及阴极区。
阳极区加入规定量之氰化钾溶液。
阴极区加入规定量之氢氧化钾溶液。
加热至70度时通电开始电解, 约6-8小时电解完成。
阳极室中溶夜即为金氰化钾溶夜(金水), 为电铸主要黄金来源。
2.2.14铜水制作
原理:氰化亚铜溶解于过量之氰化钾溶液中即为铜水, 配制流程如下:
将适量之氰化钾溶于适量之水中制成氰化钾溶液。
用少量纯水将适量氰化亚铜湿润, 並调成糊状。
慢慢将氰化钾溶液加入已搅拌成糊状的氰化亚铜, 并搅拌直至完全溶解
加纯水至1升. 即为铜水(铜氰化鉀溶液)。
2.2.15 18K金电铸
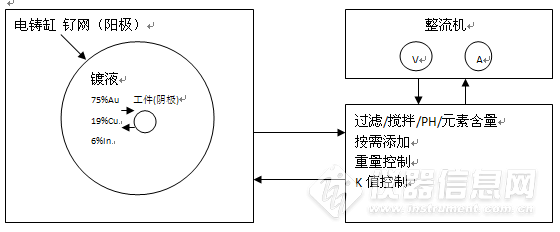
18K 3D硬金, 为三元合金(Au-Cu-In Alloy) 在生产过程中各个金属成份不停发生变化, 这里需借助快速检测分析技术(检测设备:ICP和伏安极谱仪)来完成, 以维持K值稳定。
电铸时间:12小时
温度:68度
PH:10.5
添加: 金, 铜, 铟, 光剂, 硬剂, 润湿剂
镀层厚度:150um
检测样品前处理:取20mL槽液到长颈烧瓶中,小心加入1mL 96%硫酸和2mL硝酸。加热并沸腾5分钟后冷却至室温。然后加入20mL水和5mL电解质(电解质配制:61g柠檬酸氨溶解到250mL水中),煮沸后冷却。滤纸过滤后将滤液转移到100mL容量瓶中,用纯水反复清洗容器3次,并将清洗液转移到容量瓶中,然后用超纯水定容。2.2.16镀光铜
其主要目的为: 保护18K金, 勿使在下工序(脱锡铋) 时,锡铋附著在18K金上。
2.2.17脱模
货品电金完成并电好保护铜层后,就需要进行非金部分的剥离处理。首先,利用吊机等工具,在货品适当部位开孔(以最下端最少开孔为原则,每件货品至少2个孔),便于合金在焗炉内受温熔化排出。
2.2.18除锡铋铜
剩余未流尽的锡铋合金及铜,利用强氧化性的硝酸反应清除,剩余部分即为空心的18K金层半成品。
2.2.19除应力
电铸完成之18K硬金, 内应力相当大, 若不消除则易脆, 一般用坠道式回火炉, 经回火后之18K硬金韧性优。
2.2.20执模
空心的半成品金货,上挂孔位形状不规则,需要进行激光补焊后再修整,某些非上挂孔位,为不影响整件货品美观,也要求进行封孔操作。焊接或组合的款式,在补焊完成后,需要砂纸处理痕迹。脱模完成的半成品,除孔位问题外,表面多少会有一些小小瑕疵,所以会进行必要的砂纸打磨,使其表面更加平顺精致。部分要求整体光亮的产品,要使用抛光蜡等材料,在抛光工作台上精抛处理。所有执金后的货品,表面颜色稍暗,为恢复金黄的颜色,需高温浓硫酸吊色处理。
2.2.21成品

图1. 18k3D硬金首饰成品
此产品高硬度,高光泽,耐磨损,重量轻,成色足。
3 总结
3.1 按此质量控制工艺生产出的18k3D硬金首饰产品硬度高、色泽均匀、重量轻、深受消费者喜欢。
3.2 此工艺的关键技术在于电铸金盐中元素的快速检测(如采用伏安极谱仪),并及时添加合金元素,以维持K值稳定。
参考文献:
佚名. 欧标硬金比18K 金更硬. 中国贵金属, 2010 (8): 64.
陈钧武, 何士桓. 电铸原理与工艺. 北京: 化学工业出版社, 2010.



































