摘要:在目前的饱和蒸汽轮胎硫化工艺中,普遍还在采用电动定位器和电动执行器形式的减压阀进行温度控制。这种控温方式存在响应时间长、控温波动大和磨损引起寿命短等问题。本文介绍了采用电气比例阀和气动减压阀组合的替代方案,其中还采用了超高精度的串级PID控制器,此串级控制法替代方案可大幅提高蒸汽温度的控制精度和速度,并延长阀门的使用寿命和可在线维护。作为一种新技术,此解决方案还可推广应用到其它蒸汽加热领域。
~~~~~~~~~~~~~~~~~~~
一、问题的提出
硫化是目前轮胎生产过程中的最后一道工序,一般通过热硫化将成型的胎胚变成了轮胎成品。目前的硫化方式基本都是根据硫化内温的介质不同来区分,而外温实现方式(或称热板温度、模温)一般都是注入一定压力的蒸汽进行温度控制。
本文将主要讨论轮胎硫化过程中的外温变温控制技术,有关内温调控技术则将在后续报告中再进行详细阐述。
外温和外压是轮胎硫化的主要工艺参数,其控制的好坏直接影响硫化轮胎的质量。外温的实现通常使用蒸汽作为加热介质,而蒸汽一般都是饱和蒸汽。饱和蒸汽的一个重要特性是其温度与压力之间一一对应,即饱和蒸汽的温度始终由其压力决定,而轮胎硫化外温蒸汽加热工艺就是利用此特征来调整蒸汽压力以实现对蒸汽温度的精密控制。
在目前的大多数蒸汽温度控制过程中,如图1所示,基本都采用的是典型的单闭环PID控制方法,使用了复杂笨重的电动减压阀来控制饱和蒸汽温度,即采用一个温度传感器将信号发送给PID控制器,控制器向电动阀门定位器发送命令信号,阀门定位器控制阀门所需开度以使得温度接近设定温度。这种控制的结果是阀门必须一直工作以保持温度,循环打开和关闭等同于磨损阀门部件,最大的问题是这种带有阀门定位器形式的电动减压阀的运行速度很慢,对PID控制器的控制信号有很大的响应滞后,如果观察热电偶的信号输出,则会在目标温度周围出现正弦波形,而不会出现平滑、平坦的温度信号,因此这种控制方式往往呈现出蒸汽温度波动较大的现场。
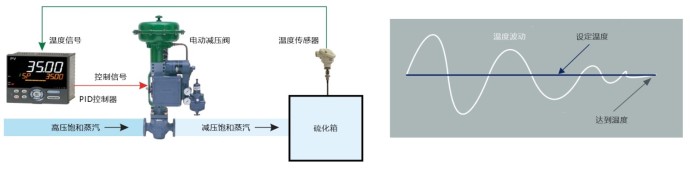
图1 采用阀门定位器形式的电动减压阀蒸汽温度控制结构及其温度波动
针对上述目前电动定位器和电动执行器结构形式的减压阀在轮胎硫化蒸汽温度控制中存在响应时间长、控温波动大和磨损引起寿命短等问题,本文将介绍采用电气比例阀和气动减压阀组合的替代方案,通过超高精度的串级控制PID控制器,此替代方案可大幅度提高蒸汽温度的控制速度和精度,并延长减压阀的使用寿命。此解决方案还可以推广应用到其它蒸汽加热设备。
二、解决方案
在上述传统的饱和蒸汽温度控制过程中,采用的是一个典型的闭环控制回路,即作为执行机构的带阀门定位器的电动减压阀与PID控制器和温度传感器构成一个闭环控制。
新的解决方案则是采用了双闭环PID控制回路组成的串级控制法,其结构如图2所示。
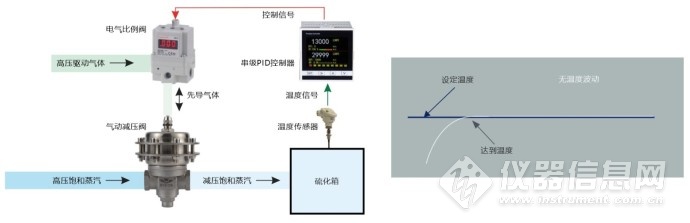
图2 采用超高精度PID控制器、电气比例阀和气动减压阀的串行控制结构及其温度波动
在图2所示解决方案中,采用了经典的串级控制结构,即温度传感器、气动减压阀、电气比例阀和串级PID调节器组成一个双回路闭环控制系统。其中自带压力传感器和PID控制板的电气比例阀与气动减压阀构成次回路,用于调节气动减压阀的开度;温度传感器、串级PID控制器和次级回路再构成主回路,主回路采集硫化箱温度,经PID计算后输出控制信号给次回路中的电气比例阀,这里的次回路此时相当于主回路的执行器。
与传统单回路控制相比,这种结合了电气比例阀和高精度PID调节器,并采用了串级控制法的蒸汽温度控制系统,充分发挥了串级控制的特点,有以下几方面的优势:
(1)可明显改善蒸汽温度控制精度和速度,控制温度的变化曲线平摊且与设定曲线非常接近,蒸汽温度达到稳定可节省几十分钟。
(2)对于高压饱和蒸汽的压力扰动具有较迅速和较强的克服能力。
(3)可消除次回路(气动减压阀和电气比例阀)的非线性特性的影响。
(4)气动减压阀可采用不同规格的气动圆顶加载压力调节器,可与各种精度和流量的电气比例阀组合实现不同规格轮胎硫化中任意设定温度的自动控制。
(5)先进的电气比例阀替代了传统的电气转换器(I/P和E/P),不再需要定期重新校准的繁复操作,不再需要仪表空气而只需加装气体过滤器即可,也不会不断排放空气减少压缩控制的浪费,重要的是控制精度可以达到任何设定点的±0.1%。
总之,上述解决方案是目前大多数蒸汽温度控制技术的升级换代,可大幅提高轮胎硫化过程中蒸汽温度的控制精度和速度,此解决方案完全可以推广应用到其它蒸汽加热领域。
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~



































