wccd
第2楼2011/02/14
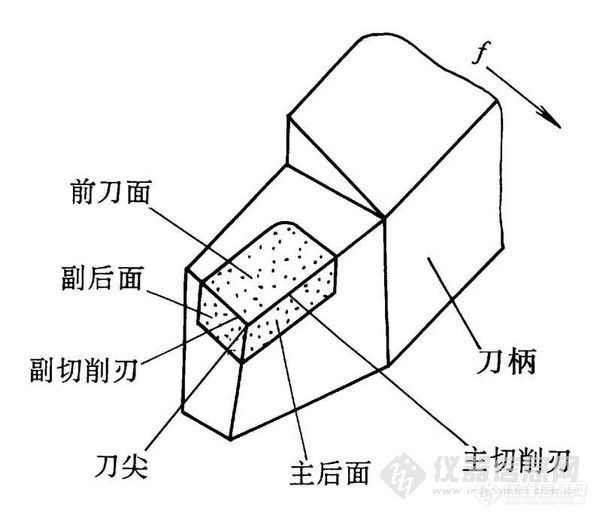
车刀的基础知识
wccd
第4楼2011/02/14
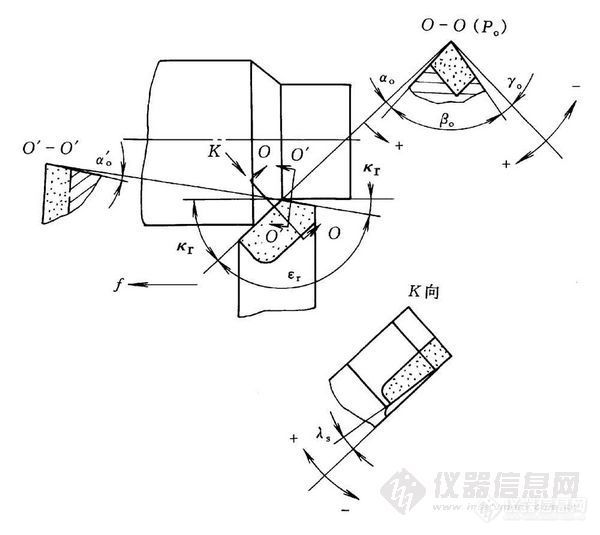
(1)前角γ0在主剖面中测量,是前刀面与基面之间的夹角。其作用是使刀刃锋利,便于切削。但前角不能太大,否则会削弱刀刃的强度,容易磨损甚至崩坏。加工塑性材料时,前角可选大些,如用硬质合金车刀切削钢件可取γ0=10~20,加工脆性材料,车刀的前角γ0应比粗加工大,以利于刀刃锋利,工件的粗糙度小。
(2)后角α0在主剖面中测量,是主后面与切削平面之间的夹角。其作用是减小车削时主后面与工件的摩擦,一般取α0=6~12°,粗车时取小值,精车时取大值。
(3)主偏角Kr在基面中测量,它是主切削刃在基面的投影与进给方向的夹角。其作用是:
1)可改变主切削刃参加切削的长度,影响刀具寿命。
2)影响径向切削力的大小。
小的主偏角可增加主切削刃参加切削的长度,因而散热较好,对延长刀具使用寿命有利。但在加工细长轴时,工件刚度不足,小的主偏角会使刀具作用在工件上的径向力增大,易产生弯曲和振动,因此,主偏角应选大些。
车刀常用的主偏角有45°、60°、75°、90°等几种,其中45°多。
(4)副偏角Kr’在基面中测量,是副切削刃在基面上的投影与进给反方向的夹角。其主要作用是减小副切削刃与已加工表面之间的摩擦,以改善已加工表面的精糙度。
在切削深度ap、进给量f、主偏角Kr相等的条件下,减小副偏角Kr’,可减小车削后的残留面积,从而减小表面粗糙度,一般选取Kr′=5~15°。
(5)刃倾角入λs 在切削平面中测量,是主切削刃与基面的夹角。其作用主要是控制切屑的流动方向。主切削刃与基面平行,λs=0;刀尖处于主切削刃的最低点,λs为负值,刀尖强度增大,切屑流向已加工表面,用于粗加工;刀尖处于主切削刃的最高点,λs为正值,刀尖强度削弱,切屑流向待加工表面,用于精加工。车刀刃倾角λs,一般在-5-+5°之间选取。
四、车刀的刃磨
车刀用钝后,必须刃磨,以便恢复它的合理形状和角度。车刀一般在砂轮机上刃磨。磨高速钢车刀用白色氧化铝砂轮,磨硬质合金车刀用绿色碳化硅砂轮。
车刀重磨时,往往根据车刀的磨损情况,磨削有关的刀面即可。车刀刃磨的一般顺序是:磨后刀面→磨副后刀面→磨前刀面→磨刀尖圆弧。车刀刃磨后,还应用油石细磨各个刀面。这样,可有效地提高车刀的使用寿命和减小工件表面的粗糙度。 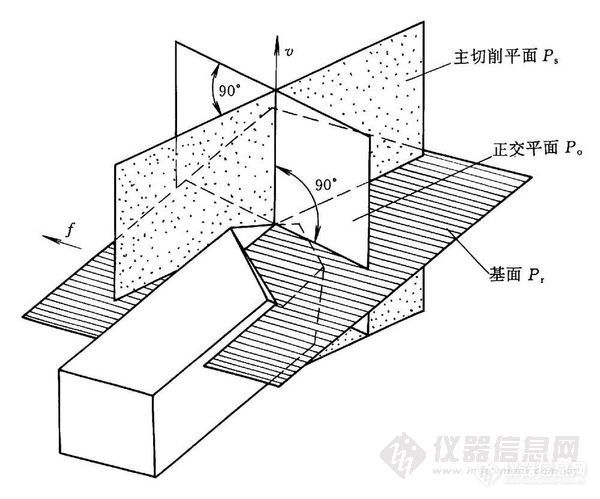
wccd
第5楼2011/02/14
刃磨车刀时要注意以下事项:
(1)刃磨时,两手握稳车刀,刀杆靠于支架,使受靡面轻贴砂轮。切勿用力过猛,以免挤碎砂轮,造成事故。
(2)应将刃磨的车刀在砂轮圆周面上左右移动,使砂轮磨耗均匀,不出沟槽。避免在砂轮两侧面用力粗磨车刀,以至砂轮受力偏摆,跳动,甚至破碎。
(3)刀头磨热时,即应沾水冷却,以免刀头因温升过高而退火软化。磨硬质合金车刀时,刀头不应沾水,避免刀片沾水急冷而产生裂纹。
(4)不要站在砂轮的正面刃磨车刀,以防砂轮破碎时使操作者受伤。
五、常用的车刀种类和用途
(1)车刀的种类
车刀按用途可分外圆车刀,端面车刀,切断刀,镗孔刀,成形车刀和纹车刀等。
常用的车刀的种类
(a)90°车刀(偏刀)
(b)45°车刀(弯头车刀)
(c)切断刀
(d)镗孔刀
(e)成形车刀
(f)螺纹车刀
(g)硬质合金不重磨车刀
(2)车刀的用途
各种车刀的基本用途
wccd
第7楼2011/02/17
车刀的刃磨
wccd
第10楼2011/02/17
3 刃磨车刀的姿势及方法
刃磨车刀的姿势及方法是:
人站立在砂轮机的侧面,以防砂轮碎裂时,碎片飞出伤人;
两手握刀的距离放开,两肘夹紧腰部,以减小磨刀时的抖动;
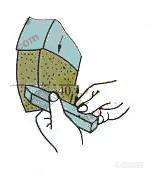
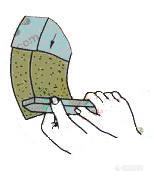
磨主、副后刀面时,车刀要放在砂轮的水平中心,刀尖略向上翘约3°~8°,车刀接触砂轮后应作左右方向水平移动。当车刀离开砂轮时,车刀需向上抬起,以防磨好的刀刃被砂轮碰伤;
磨后刀面时,刀杆尾部向左偏过一个主偏角的角度;磨副后刀面时,刀杆尾部向右偏过一个副偏角的角度;
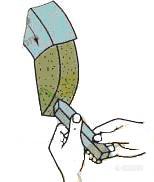
修磨刀尖圆弧时,通常以左手握车刀前端为支点,用右手转动车刀的尾部。
4 磨刀安全知识
刃磨刀具前,应首先检查砂轮有无裂纹,砂轮轴螺母是否拧紧,并经试转后使用,以免砂轮碎裂或飞出伤人。
刃磨刀具不能用力过大,否则会使手打滑而触及砂轮面,造成工伤事故。
磨刀时应戴防护眼镜,以免砂砾和铁屑飞入眼中。
磨刀时不要正对砂轮的旋转方向站立,以防意外。
磨小刀头时,必须把小刀头装入刀杆上,以便握稳。
砂轮支架与砂轮的间隙不得大于3mm,如发现过大,应调整适当。