仪器信息网APP
选仪器、听讲座、看资讯
立即体验
APP内打开
回版面
评论
1
点赞
拍砖
举报
取消
发布
当前位置:
仪器社区
>
X射线仪器
>
X射线衍射仪(XRD)
>
帖子详情
如何正确挑选一台X光机--善思 EDDY
s27831619
2012/11/01
私聊
X射线衍射仪(XRD)
如何正确挑选一台X光机
微焦点X光机主要是因为BGA的产生而在SMT行业中得到广泛应用。什么是微焦点及为什么微焦点能产生更清晰的图像,以前我已经写过许多这方面的文章,这里就不再赘述了。事实上用户更关心的是x光机到底能发现什么问题及如何挑选符合预算又实用的x光机。
既然X光机主要应用在BGA检测,那么我们先总结一下BGA会出现什么问题吧!BGA的问题主要有四大类:连焊、气泡、冷焊和虚焊。
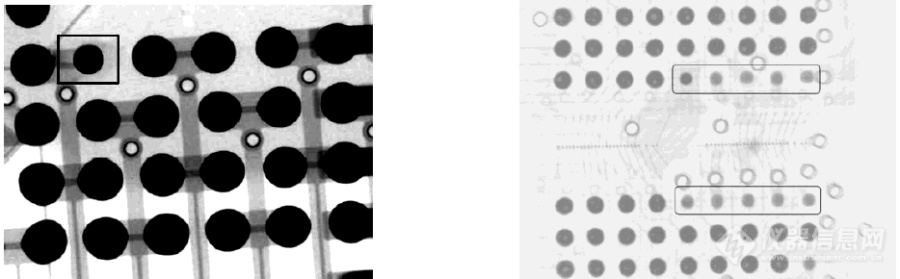
连焊比较容易发现,在X光下,连焊的现象如图一所示。
图一
图二
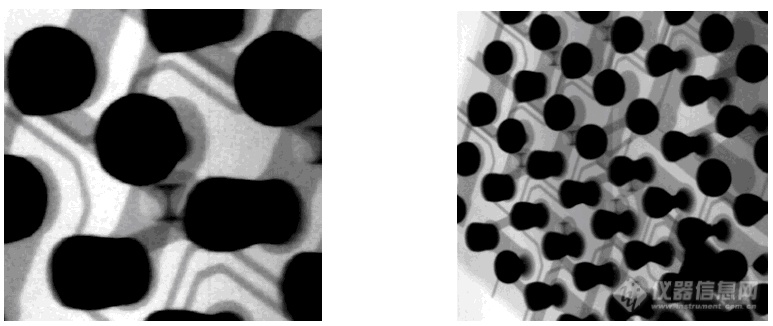
气泡现象在X光机下的图像如图二所示。气泡主要是由焊锡膏里的助焊剂和湿气造成的,气泡的位置多出现在球底部,所以如果面积太大就会影响稳定性,出现锡裂,这也是虚焊的一种,所以气泡的面积百分比就成为一项重要指标。行业的标准及IPC都有明确指标,面积百分比不应该超过25%。现在市场上的X光机,从低端到高端都有气泡面积百分比的测量功能。但问题便随之而来,很多使用者不知道在做气泡测量之前,必须加大X光管的功率来把锡球击穿,气泡的区域就会以白色呈现出来。接下来问题就出现了,到底用多大功率测量结果会较准确或使测量的误差最小呢?就目前市场上的低端机来说,如果操作不正确,一般测量误差可以达到10%以上,造成误判。而高端机就不一样了,一般都会以自动设置灰度值的方法来保证
测量误差不受操作者的影响,从而使测量误差控制在2%以内,善思的ViewX系列和凤凰和岛津的SMX-1000等都能做到这个标准。
冷焊是个很有趣的现象,它最明显的特征是球周边不圆,不管是从正面或侧面观察都是这样,如图三所示。
图三
冷焊是有铅改无铅和混铅时经常出现的制程问题,不用说都可以知道是在回流炉的熔化区发生的。很多用户不管在无铅或混铅(有铅焊锡膏无铅BGA)情况下都会使用锡膏厂家推荐的回流曲线或使用原来有铅制程,而恰恰忽略了无铅BGA球体积大,需要更高的温度(50华氏度)和更长时间(增加4-6秒)去完全润湿(wetting)的事实。冷焊的结果就是BGA底部非常不结实,在有外力碰撞的情况下,就容易发生锡裂,形成虚焊现象。既然冷焊的原因与现象我们都清楚了,那我们就可以通过一些参数的设定来找出有冷焊的BGA并及时修改回流曲线。目前市场上的高端机,包括善思科技的ViewX2000、ViewX3000和ViewX5000及 Dage7600,凤凰的X光机都有此功能。顺便说一句,测量的结果与图像清晰度有很重要的关系,图像模糊,自然容易引起误判。
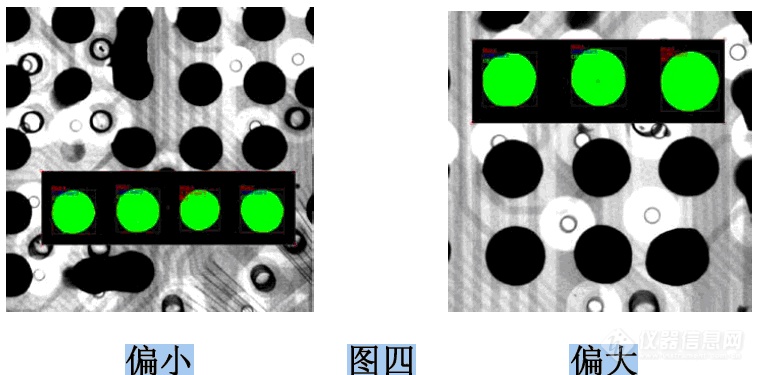
最后再讲讲两种常见的虚焊现象。如图四所示,这两种情况都是虚焊。第一种情况,球面积偏小。注意,我们这里说的是面积偏小,而不是球直径偏小。为什么呢?因为BGA球在熔化后,很少会有球是很圆的,多多少少都会受焊盘影响而不太规则,如图四所示,
偏小 图四
偏大
所以,如果用量直径的方法来计算球的大小,就只能用平均值,这样的误差在10%—15%左右。相反,如果用面积来计算,如果球的体积一致,那么正面照的X光图形不管圆不圆,面积的误差应在5%以内。
球面积太小是虚焊这很容易理解。由于焊锡膏不足或没有焊锡膏,BGA球底部没有润温,在倾斜70°后,图的BGA就如图五。
图五
那么为什么球太大也是虚焊呢?事实上这也很容易理解,如果焊锡膏质量不好,或焊盘氧化都能形成拒焊,这种情况下,即使BGA球和焊锡膏都有熔化,但是底部形不成润湿,整个球被压扁而形成面积偏大,这种球在倾斜70°时,现象如图五所示。
从上面几个简单的例子,我们可以看到,X光机做为一台检测设备,可以通过对BGA的图像分析,找出制程中的问题和隐患,不管是印刷机、贴片机、回流炉或焊锡膏,从而大大提升产品品质,减少返修率。
综上所述,正确挑选X光机首先要明确你需要检测的问题,然后是挑选的设备应该便于操作,最后以合理优惠的成本有效和准确地达到检测的目的。
相关话题
1
粉末XRD求晶胞参数
2
求助啊,XRD的问题
3
矿石物相分析使用何种仪器?
4
请问精修时的零点漂移值问题,谢谢
5
X-ray透射能穿透氧化铝陶瓷及CuW合金吗?
近期热榜
仪器信息网“仪友会”招募令
科学仪器品牌联合“仪器心得”征文活动
【生活中的仪器检测】有奖征文
LC-MS实验瓶颈的突破与优化
热门活动
宝藏核磁实验室的得力助手征文活动
【售后专场--招聘会】
猜你喜欢
最新推荐
热门推荐
更多推荐
GsAs求助
已应助
2021/07/06
【求助】论坛内的高手,帮我看看我的想法对不对
2011/04/21
用jade 计算晶格常数,一般精算几次比较好??
求助
2012/05/23
布鲁克 D8 达芬奇 X射线衍射仪使用稳定性准确性
原创
2024/05/20
xrd中衍射峰的分裂一般都怎么解释?
讨论
2015/01/10
【求助】XRD卡片问题
2011/06/01
【求助】在导入PDF2004时遇到这种情况
2008/08/05
【求助】扣背底的问题
2007/10/10
北航nature文章里面的XRD水平.......
讨论
2024/10/31
磷酸铁前驱体制备NFMPP表征
求助
2024/10/30
第五届“半导体材料与器件分析检测新技术”网络研讨会
分享
2024/10/23
gsas精修相关问题
已应助
2024/10/20
用XRD确定硅片晶向的具体步骤
已应助
2024/10/15
生物炭的XRD图峰一个卡片都对不上怎么办!
已应助
2024/10/13
X射线衍射仪(XRD)使用心得
分享
2024/10/12
碳的XRD峰偏移
已应助
2024/10/09
气相色谱法同时测定实验废水中24种防腐剂含量
第十七届原创
2024/10/27
【仪器检测】石墨炉原子吸收法测定酱油中的铅
第十七届原创
2024/10/28
表层水温表能不能把金属外壳去掉后,按照玻璃液体温度计进行校准?出具带CNAS logo证书?
已应助
2024/10/26
又遇气相色谱GC-2014新出问题,求大神们指导解决
求助
2024/10/28
记录的修改是不是必须写名字全称,能用名字的首字母代替吗?
讨论
2024/10/30
求助!GB23200.121的液质方法
求助
2024/10/30
天美GC7900严重拖尾
求助
2024/10/31
报告变更需要在新的报告中写明更改内容吗?
已应助
2024/10/28
有关检测器的响应问题
讨论
2012/11/01
短信和发帖榜不符啊
讨论
2012/11/01
离子色谱标液配制
求助
2012/11/01
预报各地天气
讨论
2012/11/01
重金属论文中变异系数(CV值)多大范围内合理?
讨论
2012/11/01
土壤中稀土元素的测定
求助
2012/11/01
论坛活动汇总帖【持续更新中】
原创
2012/11/01
“博艾漂流瓶”问一句:远方的你,是否安好?【活动圆满结束,谢谢大家!】
原创
2012/11/01
品牌合作伙伴
岛津
日立科学仪器
珀金埃尔默仪器(上海)有限公司(PerkinElmer)
日本电子株式会社
丹纳赫
安捷伦
赛默飞世尔科技
普析通用
欧波同
天美
天瑞仪器
德国耶拿
海能技术
马尔文帕纳科
磐诺科技
上海仪电科仪
梅特勒托利多
聚光科技
莱伯泰科
盛瀚
多宁生物
丹东百特
科哲
卓立汉光
屹尧科技
华谱科仪
宝德仪器
优莱博
HORIBA
布鲁克核磁
举报帖子
执行举报
点赞用户
好友列表
加载中...
正在为您切换请稍后...


 图二
图二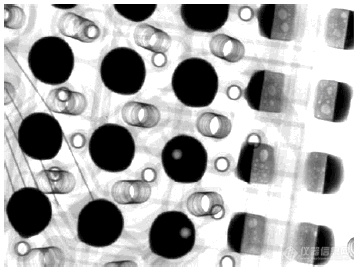
 偏大
偏大