煤气化废水萃取脱酚能够实施的关键在于先选择合适的萃取剂,从而再确定合理的废水脱酚工艺流程、有机物回收和萃取剂再生方法以及合适的萃取设备等。本章先对煤气化废水进行水质分析,以确定废水中污染物的种类、总酚浓度和挥发酚浓度等。根据煤气化废水水质的特点,针对性的选择几种脱酚效果较好的溶剂作为萃取剂,通过综合考虑它们的萃取脱酚的效果、溶剂回收能耗和溶剂的经济性等方面,选定一种合适溶剂作为煤气化废水的脱酚萃取剂。
在确定了煤气化废水的脱酚萃取剂之后,本章将对萃取温度、pH值和萃取相比等影响萃取脱酚效果的因素进行研究,以确定最佳的萃取脱酚条件。最后本章研究了煤气化废水三级错流萃取脱酚的效果,为煤气化废水萃取脱酚工艺流程的设计提供参考。
实验试剂及仪器
实验试剂
本论文研究所用的化学药品和分析试剂如表2-1所示。实验时所用的水均为蒸馏水。
表1 实验化学药品和分析试剂
Table 1The experimental chemical and analytical reagents
| 试剂和药品名称 | 生产商或供应商 | 规格、纯度 | 注释 |
| 甲基叔丁基醚 | 国药集团化学试剂有限公司 | 化学纯 | 实验所用化学药品未经进一步提纯处理,其质量纯度用气相色谱归一化法确认。 |
| 苯酚 | 广州化学试剂厂 | 分析纯 |
| 对苯二酚 | 天津市科密欧化学试剂有限公司 | 分析纯 |
| 溴酸钾 | 汕头市光华化学厂 | 分析纯 |
| 碘酸钾 | 天津市元立化工有限公司 | 基准试剂 |
| 硫代硫酸钠 | 广州化学试剂厂 | 分析纯 |
| 溴化钾 | 广州化学试剂厂 | 分析纯 |
| 可溶性淀粉 | 宜兴市第二化学试剂厂 | 生化试剂 |
| 重铬酸钾 | 汕头市光华试剂厂 | 基准试剂 |
| 硫酸亚铁铵 | 广州化学试剂厂 | 分析纯 |
| 1,10-菲啰啉 | 广州化学试剂厂 | 分析纯 |
| 硫酸银 | 天津市科密欧化学试剂有限公司 | 分析纯 |
| 硫酸 | 广州市东红化工厂 | 98%分析纯 |
| 氢氧化钠 | 广州化学试剂厂 | 分析纯 |
实验仪器
本论文研究所用的实验仪器设备在表2-2中列出
表2主要实验仪器
Table 2The experimental apparatus and instruments
| 仪器设备名称 | 型号、规格 | 生产商或代理商 |
| 带恒温夹套的平衡釜 | 100 mI 自制 | |
| 分析天平 | FA2104N | 上海精密科学仪器有限公司 |
| pH酸度计 | pHS-25 | 上海精密科学仪器有限公司 |
| 磁力加热搅拌器 | 79-1 | 金坛市富华仪器有限公司 |
| 超级恒温水槽 | Sc-15 | 浙江宁波天恒仪器厂 |
| 恒温振荡器 | SHA-BA | 金坛市富华仪器有限公司 |
| 气相色谱仪 | GC-6820 | 美国Agilent公司 |
| 注射器 | | |
| 石英毛细管柱 | DB-5MS 30m×0.32mm×0.25μm | 美国Agilent公司 |
实验方法
废水中挥发酚和总酚测定方法
挥发酚采用国标HJ 502-2009溴化容量法测定。其原理是通过蒸馏法使挥发酚随水蒸气蒸馏出,排除氧化性、还原性和可溴化物质的干扰。然后在被蒸馏出的溶液中加入含过量溴的溶液,使酚类物质与溴生成三溴酚,并进一步生成溴代三溴酚。待酚与过量溴全部反应之后,在溶液中加入适量的碘化钾。通过碘化钾与剩余的溴作用、释放出游离碘的同时,溴代三溴酚与碘化钾反应生成三溴酚和游离碘。最后再用硫代硫酸钠溶液滴定释放出的游离碘,并根据其消耗量,计算出挥发酚的含量。
总酚测定方法目前没有统一的标准,本实验参照国标HJ 502-2009溴化容量法,测定时不用蒸馏,直接与过量溴反应后测定。
废水三级错流萃取实验方法
煤气化废水三级错流萃取实验在一个自制如图2-1所示的100mL的平衡釜中进行。废水和萃取剂按一定的体积比放入平衡釜中,在磁力搅拌器作用下激烈搅拌30min左右。在萃取剂和废水充分混合之后,将平衡釜放入恒温水浴锅中静置3小时。待有机相和水相完全分离之后,使用注射器取水相进行酚浓度测定。剩下的废水,与新鲜萃取剂按照同样的相比混合后加入到另一个平衡釜中进行第二级萃取。同样的,第二级萃取后的废水经分析后,再进行第三级萃取和分析。图2-2为煤气化废水三级错流萃取流程示意图。
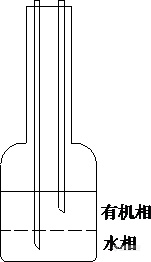
图2-1 平衡釜
Figure 2-1 Equilibrium vessel

图2-2三级错流萃取流程示意图
Figure 2-2 The flowsheetfor the three-stage cross-extraction
相平衡数据测定分析方法
相平衡数据测定实验同样在图2-1所示的平衡釜中进行。平衡釜的温度由恒温水浴来控制(精度±0.1 K)。各组分的质量由精度为 ± 0.1 mg的电子天平( Mettler Toledo) 称量得到。将大约80 mL油水混合物放入平衡釜后,用磁力搅拌器进行剧烈搅拌2小时左右。然后放置10小时左右,使其达到相平衡。在混合物完全分成两层之后,用注射器分别取上下两层平衡液进行分析。
采用Agilent 公司的GC-6820型气相色谱仪,用30m×0.32mm×0.25μm的DB-5MS毛细管柱和氢火焰离子检测器(FID)进行各组分分析。本实验采用内标法,且MTBE的内标物为甲醇,苯酚和对苯二酚的内标物为正辛醇。由于刚取出的溶液中溶质浓度较大,所以进气相色谱之前,本工作采用正丁醇作为稀释剂。内标物选定之后,分别用纯组分物质经气相测出MTBE、苯酚和对苯二酚的相对校正因子。水的含量在测得其他组分的基础上通过质量守恒计算得到。进样器和检测器的温度分别为260℃ 和250℃。柱箱的初始温度设为30℃,在保持2min 后,以30℃/min上升到160℃。所用载气为氮气,流速30 ml/min。每个样品至少测定3次,该方法测定结果的相对标准偏差小于2%。
实验中误差主要产生于微量组分的分析误差、温度测量误差和质量称量误差。其中最大的误差来源于微量组分——有机相中组分水的分析误差。由于本实用中检测器采用的是氢火焰检测器(FID),组分水在色谱图上不出峰。因此,每一相中水的含量是间接获得的。有机相中水的含量是从两个大数值相减得到的,误差尤其较大。为了获得测量时的误差,本实验测定了预先配制的各个已知组分含量的样品,进行多次测定,并将测定结果与实际组分含量进行对比。经分析测定一系列已知组分的样品,结果表明相平衡实验测定的误差小于1%。
废水的水质分析
某气化厂煤加压气化过程中产生的废水水质指标如表2-3。由表2-3可以看到,废水污染物种类复杂,污染物浓度高,其中总酚浓度已达12700mg/L,处理难度大。
表3 煤气化废水部分水质指标
Table 3 Water quality of coal-gasificationwastewater
| 组分 | 质量浓度(mg/L) |
| 总酚 | 12700 |
| 挥发酚 | 8450 |
| NH3 | 16200 |
| H2S | 700 |
| CO2 | 27000 |
| 脂肪酸 | 2000 |
煤气化废水萃取剂的选择
理想萃取剂的条件
萃取剂的选择是萃取操作分离效果和经济性的关键。理想的萃取剂一般满足如下几个条件:
(1)萃取能力强,萃取容量大。萃取剂对待分离的物质可以提供相对较高的萃取平衡分配系数,单位体积或单位质量的萃取剂萃取待分离物质的饱和容量大。
(2)化学稳定性强,安全性好。要求萃取剂有较好的热稳定性和化学稳定性,加热时不易分解,能耐酸、碱、盐、氧化剂或还原剂的化学作用,对设备腐蚀性小。其挥发性低,无毒或毒性小,无刺激性,便于安全操作。
(3)基本物性适当。要求萃取剂与原料液的密度差要大,与料液易于分层。萃取过程不产生第三相,不发生乳化现象。粘度小和表面张力大,保证在萃取和反萃取过程中,传质速度快,两相分离和流动性能好。
(4)易于反萃取和回收。要求萃取剂与待分离物质有合适的结合能力,从而在改变操作条件的情况下,能较容易地实现被萃取物质和萃取剂的分离,实现萃取溶剂的再生和循环利用。
(5)经济性强。要求萃取剂来源丰富,合成制备方法简单,原料易得,价格低廉。
一般来说,很难找到满足上述所有要求的萃取剂。在选择萃取剂时需要根据实际工业情况加以权衡,以保证满足主要要求。对于工业上的大规模应用,萃取剂的高效萃取性能和经济性则是选择萃取剂的两个关键因素。
萃取剂的性能比较和筛选
针对处理煤气化废水的萃取剂,国内外有有很多文献进行了报道。有些已经成功工业化实施,例如河南义马气化厂的二异丙醚(DIPE)处理煤气化废水流程和华南理工大学开发的甲基异丁基酮(MIBK)处理煤气化废水流程。还有一些处于研究阶段,如Kujawski等人有关于甲基叔丁基醚(MTBE)处理含酚废水的报道。表2-4中列出了这几种萃取剂的物理性质和萃取性能。下面将主要针对这几种萃取剂进行介绍和分析。
表 4 几种萃取剂物理性质和萃取性能比较
Table4 Physical and extraction properties of the three solvents
| 萃取溶剂 | 二异丙醚 | 甲基异丁基酮 | 甲基叔丁基醚 |
| 分子量 | 102.17 | 100.16 | 88.15 |
| 密度(g/cm3) | 0.7244 | 0.8 | 0.74 |
| 沸点(℃) | 68.3 | 115.9 | 55.2 |
| 饱和蒸汽压(kPa) | 16.03 | 2.13 | 31.9 |
| 水中溶解度(39℃) | 0.41% | 1.47% | 2.5% |
| 对苯酚的分配系数 | 36.5 | 100 | 57.4 |
| 对对苯二酚的分配系数 | 1.03 | 9.9 | 5 |
| 价格(元/吨) | 17000 | 15800 | 8000 |
DIPE对单元酚有较高的萃取性能,萃取效率大于90%。但其缺点也是显而易见的:对多元酚萃取效果不佳,当废水中多元酚含量较高时,萃取后总酚浓度依然很大,难以达到后续生化处理的要求。另外,DIPE在酚回收装置中还存在如下问题:(1)COD值偏高,达不到生化处理的要求,需加1倍量水进行稀释;(2)二异丙醚损失量极大,易造成二次污染。
针对DIPE在废水处理中的不足,华南理工大学过程系统工程课题组选择MIBK作为萃取剂,通过大量基础实验和工厂现场试验,效果十分显著,已成功应用于中煤龙化哈尔滨煤化工公司。从表3-2可以看到,与DIPE萃取剂相比,MIBK对废水中单元酚和多元酚都有很高的分配系数。使用MIBK作为萃取剂,可以有效地回收废水中大部分酚类物质,从而进一步降低煤气化废水生化处理前的COD值,处理后的废水各项指标完全满足后续生化处理的需要。但另一方面,由于MIBK的高沸点(约116℃),采用MIBK的溶剂回收能耗明显升高,大约是采用D1PE酚塔能耗的2.4倍。
Kujawski等采用MTBE、异丙基苯、烃等来萃取回收废水中酚类物质,结果表明MTBE萃取效果最好,脱酚效率高,对苯酚的分配系数在57.4左右。Bondy等发明的一项专利中以MTBE为主体萃取剂,将含酚煤化工废水与萃取剂在萃取塔或多级混合澄清器中萃取。其工艺流程简单,设备投资少,溶剂回收能耗低,酚的回收效率高,并且可同时高效脱除石油烃、焦油类污染物。采用该发明可以更有力地减轻后续生化段的负荷,保证废水的达标排放或者回收利用。
从萃取剂成本来看,DIPE和MIBK价格较贵,生产成本预算大,而MTBE作为可以替代四乙基铅的优良防爆剂和汽油添加剂,推动着其大规模生产的发展,其合成工艺简单,原料易得,成本相对较低。
综上可知,DIPE和MIBK虽已在实际工业中投入应用,但都表现了明显的不足。DIPE对单元酚萃取效果较好,对多元酚选择性低,如对对苯二酚的分配系数只有1左右,而表3-1中多元酚占了相当大的一部分,导致化工处理后废水总酚浓度依然很高,不利于后续的生化处理。MIBK对污水中单元酚和多元酚都有很高的分配系数,但由于MIBK沸点较高,而废水的处理量大,回收时能耗将相应地增加。因此,本课题选择沸点较低、成本较低和同时对苯酚和对苯二酚都有较好萃取性能的MTBE作为萃取剂,来研究煤气化废水中酚类物质的萃取回收。
各种参数对萃取效果的影响
在萃取剂、萃取对象确定的条件下,对含酚废水萃取脱酚效果有影响的因素主要有pH值、温度和萃取相比,因此,本文主要针对这三个因素展开测定工作。
pH值的影响
pH值是影响萃取的一个重要因素。本文考察了pH值在6-10之间对MTBE萃取效果的影响,结果如图2-3所示。由图2-3可知,pH值在6-8之间时,萃取效果较好,挥发酚萃取脱酚率大于97%,总酚萃取脱酚率也达到91%。当pH值增至10时,萃取效果急剧下降。这是由于酚只能在酸性或中性条件下稳定存在,pH值较高时,酚将以酚盐形式存在,不利于酚的萃取。因此,含酚废水的萃取通常在酸性或中性水质情况下进行。然而,煤气化废水中含有大量的氨,加酸后会形成缓冲体系,且工厂废水量很大(150 t/h),若加酸调节废水pH值,需要的酸量较大。另外,从图中也可以观察到,当pH值在6-8之间变化时,萃余相酚浓度变化并不大,即加酸萃取效果并没有明显增强。从成本和工艺考虑,本煤气化废水处理中采用加酸降低pH值是不可行的。因此,尽管低pH值对MTBE萃取脱酚有利,但处理该煤气化废水时,仍然选择pH=7-8的条件下进行萃取。

图 3 pH值对萃取效果的影响(40℃,R=1:4,n=1)
Figure3 Effect of pH on the extraction(40℃,R=1:4,n=1)
温度的影响
温度的改变能够使萃取平衡发生移动,因而影响萃取效果。在其他实验条件不变的情况下,改变萃取温度,测定不同温度下萃取后废水中总酚和挥发酚的质量浓度,其结果如图2-4。由图2-4可知,在25-50℃之间,温度对MTBE萃取效果的影响不大。当萃取温度升高时,酚脱除率略有下降。原因可能是MTBE是一种中性含氧类萃取剂,它萃取酚类物质的过程属于中性络合萃取,是利用MTBE与酚之间的氢键作用而加强萃取效果,因而低温有利于萃取。由于工厂废水进入萃取塔的温度在50℃左右,因此,可以把萃取温度确定在40-50℃之间,这样既节省了冷却费用,又提高了效率。

图 4 温度对萃取效果的影响(R=1:4,pH=8, n=1)
Figure 4 Effect of temperature on the extraction(R=1:4,pH=8, n=1)
萃取相比R的影响
相比(R)是萃取剂与废水体积之比。由图2-5可以看到,随着R的增大,萃余相中总酚和挥发酚质量浓度均有明显的下降。当R=1:1时,挥发酚降至200 mg/L 以下,总酚降到了1000 mg/L以下。一般而言,相比越大,脱酚效率越高,萃取效果越好,但相比增加的同时,溶剂消耗增加,溶剂再生的费用也随之增加。因此,相比不是越大越好。
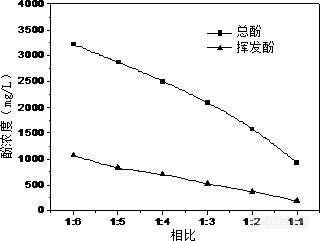
图5 相比对萃取效果的影响(40℃,n=1,pH=8)
Figure 5 Effect of phase ratio on the extraction(40℃,n=1,pH=8)
煤气化废水三级错流萃取实验
在确定合适的萃取温度、pH值等影响脱酚效果的工艺条件之后,本工作研究了在pH=8,T=40℃时的煤气化废水三级错流萃取实验。图2-6是在不同相比R下,废水经三级错流萃取后总酚浓度和萃取剂回收能耗的关系图。其中溶剂回收能耗按废水处理量150 t/h,溶剂的比热容(2.1kJ/kg·℃)和沸点时的气化潜热(337kJ/kg)来计算。由图3-4可知,当R大于1:4时,总酚浓度可由12700 mg/L降到300 mg/L左右,在此条件下三级错流萃取后的废水总酚浓度能满足生化处理要求。另外,溶剂回收能耗随着相比的增大而增大;当相比大于1:3时,溶剂回收的能耗将迅速增加。因此,本文确定萃取级数R=1:3-1:4。
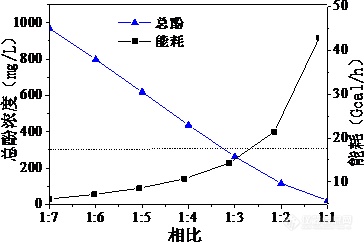
图 6 相比与萃取后酚浓度和溶剂回收能耗的关系(40℃,pH=8, n=3)
Figure 6 Relation of the phase ratio on the totalphenols concentration and the energy consumption of solvent recovery (40℃, pH=8, n=3)
小结
本文先对煤气化废水进行了水质分析,结果表明,该废水成分复杂,污染物种类多,浓度高,除了酚类物质外,还有氨、二氧化碳和硫化氢等污染物。其中,废水中总酚浓度12700mg/L,而多元酚多达4250mg/L,处理难度大。
针对煤气化废水的特点,选择了几种高效可行的脱酚萃取剂如二异丙醚(DIPE)、甲基异丁基酮(MIBK)和甲基叔丁基醚(MTBE)。通过比较这几种萃取剂的萃取性能、溶剂回收能耗和经济性等因素,本文选定MTBE作为本次煤气化废水的脱酚萃取剂。对萃取温度、pH值等影响萃取脱酚效果的因素进行了研究,确定较好的萃取工艺条件为:萃取温度T=40-50℃,pH=7-8。
最后,本文在合适的萃取工艺条件下,做了煤气化废水三级错流萃取实验。通过比较相比与萃取后酚浓度和溶剂再生能耗的关系,本文确定较为合适的油水相比:R=1:3-1:4。
关于全流程模拟,以该实验作为模拟基础,对NRTL进行回归拟合,欢迎大家继续讨论!
2015.9.16 于广州



































