

高纯气体检测中气相色谱-中心切割方法
随着电子产业、半导体产业、液晶产业等高新科技产业的发展,对于气体的要求也逐步提高。而对于高纯气体中杂质的分析也提出了越来越高的要求,目前市面上占据主流地位的是氦离子放电检测器(DID、PDHID等),由于检测器原理的限制,这类色谱的载气只能是氦气。这导致氢、氧、氩、氮、甲烷、一氧化碳、二氧化碳等通常的杂质组分都会在色谱上产生信号,这些杂质作为主组分存在时会产生巨大的信号,干扰到临近的杂质峰。导致这些微量组分被掩盖或在主组分拖尾峰上有小的峰,对于积分和定量都带来很大的干扰,如下图一。

这些色谱必然都搭配有多阀多柱系统通过一定的阀序动作来实现主组分的放空和杂质组分的分离。而这些阀序动作又跟载气流速和柱箱温度密切关联,这两个条件的改变都会导致保留时间的改变,进而影响到阀序时间。因此必须根据实际的情况定期审视方法中阀动作的时间参数。
但是,部分仪器使用者对于中心切割的原理不是很了解,对于切割阀的动作意义也没有深入的学习。只能简单的选择方法进行样品检测,不能根据色谱条件的改变修正方法。使检测结果不能真实反映样品的真实质量,进而认为仪器故障或者仪器不好使用。
下面就中心切割的原理来做一点简单的说明和探讨,希望能给仪器的使用者带来一点帮助。(以氦气中氢、氧和氮为例)
进样阀动作后,载气将定量管中的样品气带入色谱柱进行分离,然后按照保留时间顺序依次通过检测器,在检测器上形成各自的响应信号。
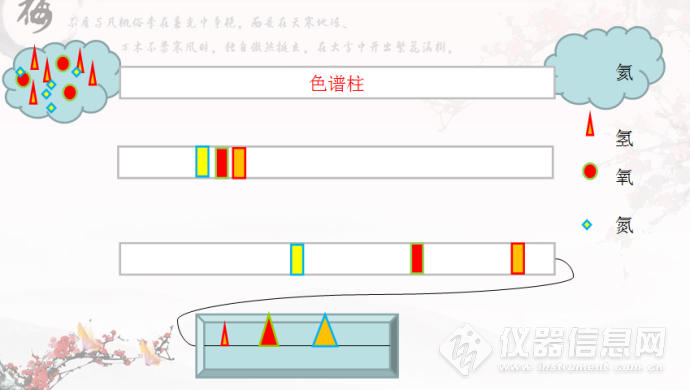
其中色谱柱长度为a,氢气保留时间为t1, 氧气保留时间为t2。
t1时,氢气组分流动到色谱柱出口(假定色谱柱到检测器无时间误差)
 t1
t1
t2时,氧气组分流动到色谱柱出口
 t2
t2
对于氦气本底的杂质分离情况,由于氦气本底不出峰。色谱柱长度合适的情况会产生如下图a所示的完全分离状态。但如果混合气体本底为氢气或其他气体,主组分的峰宽将大大扩大,产生如下图b的分离状态(以氢气为例)。

图a:氦气本底分离状态
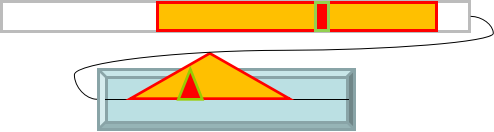
图b:氢气本底分离状态
如上图b所示,氢气作为本底时,氧气和氮气组分的峰将被氢气组分的峰干扰甚至掩盖,无法准确定量这两个杂质组分。
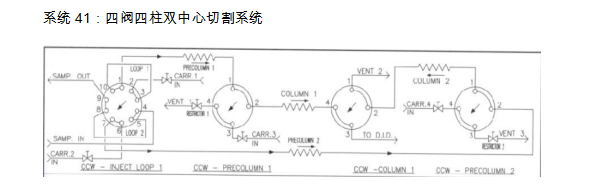
现在,使用一个四通阀将两根完全一致的色谱柱串联起来,分别为色谱柱1和色谱柱2,其他条件保持不变。这样,氢、氧、氮的保留时间均延长一倍,分别为2t1和2t2。但分别通过色谱柱1出口的时间仍为t1和t2。
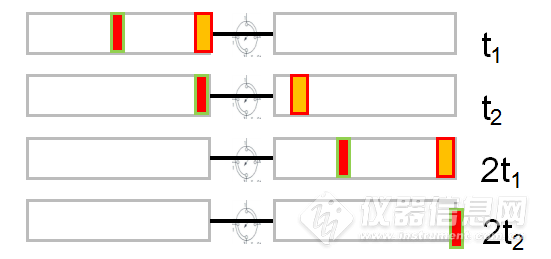
经过上面的图例可以知道,对于氢气中的微量氧组分,t2时流动到色谱柱1出口。而t2之前流经色谱柱1的是主组分氢气。因而,我们可以通过一定的阀动作,将对于检测工作来说是干扰的氢气组分通过色谱柱1放空到系统之外,而将包含微量氧、氮组分的切割气团导入色谱柱2继续分离,实现较好的分离效果。
示范阀序动作如下(a为半峰宽时间):
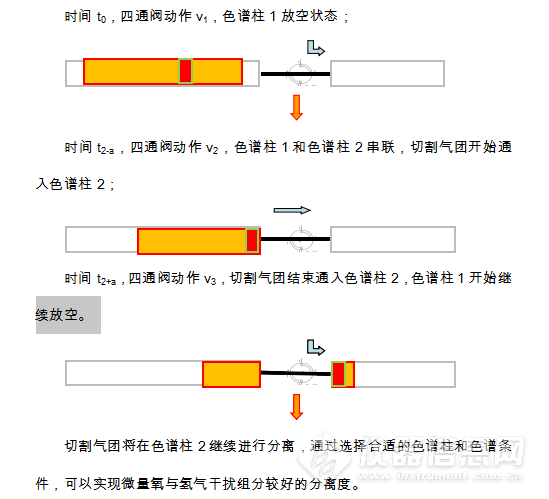

对于其他微量组分,可以通过重复上述动作来实现切割分离过程。
最终,通过一系列的阀动作,控制预分离色谱柱的放空、预分离色谱柱和分离色谱柱的串联。实现每个目标组分的切割工作,将大部分干扰组分放空到系统之外。既实现了较好的分离效果,又减轻了主组分对检测器的损坏,完成对高纯气体中微量杂质组分的分离检测。
在实际使用中,首先没有两根完全一致的色谱柱,其次为了取得更好的分离效果,也会采用不一样长度的两个色谱柱串联。因而,对于阀动作的时间,并不是总保留时间的一半,而是使用总保留时间和色谱柱长度计算修正而来。这对于刚接触这类仪器的操作人员带来了不便,但只要理解了中心切割的原理,相信可以很快的掌握切割方法阀序动作的编制和修正。
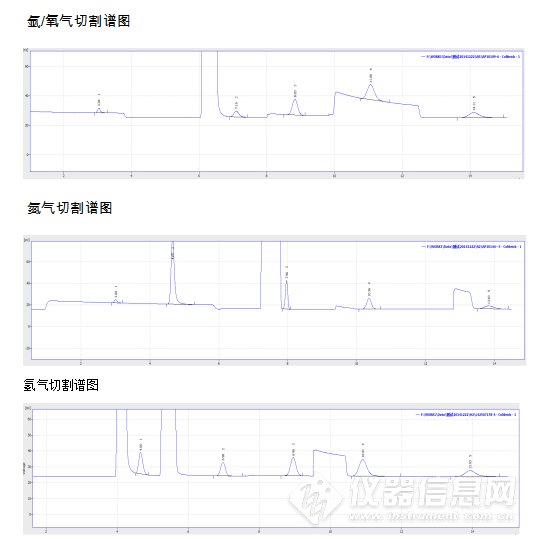
以现场仪器为例:
色谱柱1:10' + 12' X 1/8'' 13X Mol Sieve
色谱柱2:8’+ 15’X 1/8'' HayeSep S
柱箱温度:60℃
检测器温度:46℃(设定值23℃)
载气1~4:30ml/min
放电气:12.6ml/min
切割谱图如下:
以上是个人对于中心切割氦离子色谱的一点认识,希望对大家有一点点帮助。

































