201不锈钢退火酸洗板,经冷轧、退火后进行拉深加工,时常出现经过深加工以后,完整的不锈钢制品在放置一段时间以后出现沿深加工方向开裂,给制品厂家造成较大的损失,但由于分析方法和分析手段的限制,一直未能明确这种延迟开裂的原因,现将所做试样分析结果进行总结,进而确定导致开裂的主要原因,为工艺改进措施的制定提供参考。
1 试验方法及试样截取
利用GX51金相显微镜金相夹杂物检测;利用铁素体仪测量冲压件开裂部位马氏体含量;利用扫描电镜能谱仪进行断口断裂形态和微区成分分析。
2试验结果
2.1 金相分析结果
对开裂试样金相金相分析,发现试样面上夹杂物较多且较细长,经评定B1.5、C1.5级,典型夹杂物见图1a、b。
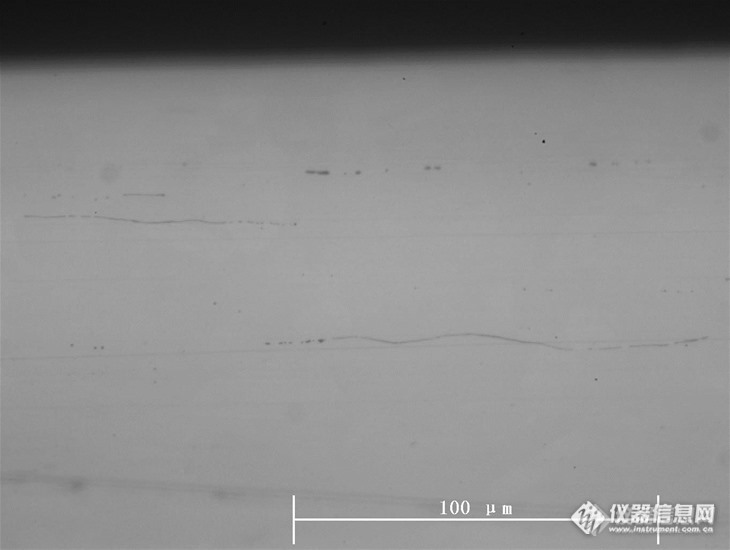
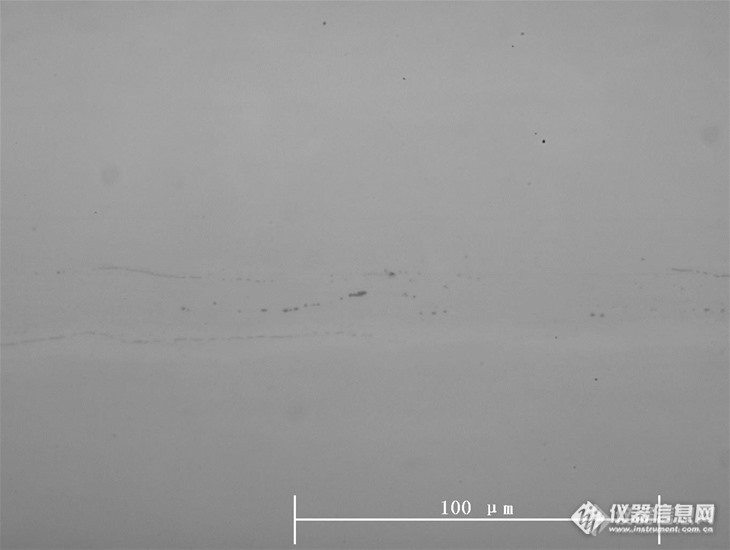
a硅酸盐夹杂 b氧化铝夹杂
图1 试样中典型夹杂物
2.2马氏体含量测定
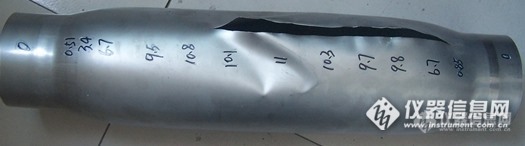
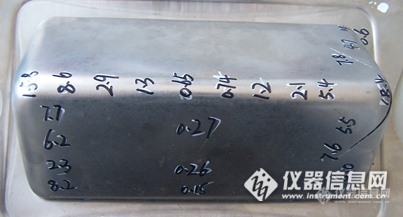
利用铁素体仪对冲压变形产生开裂的试样进行马氏体含量测定,各试样测量结果见下图2a、b、c、d。由图2a可知试样变形量大的部位马氏体含量高,最高含量为11%;图2b可知开裂试样中间部位马氏体含量高,底部马氏体含量最低为0.77%,而口部马氏体含量为8.9%显示开裂部位;图2c可知角部开裂部位马氏体含量为16.2%、18.4%,远高于其它部位。
a

b
c

d
图2 各试样马氏体含量测量
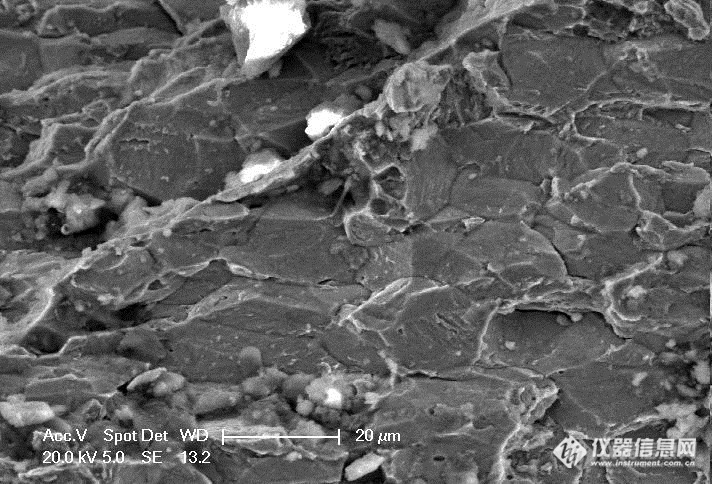
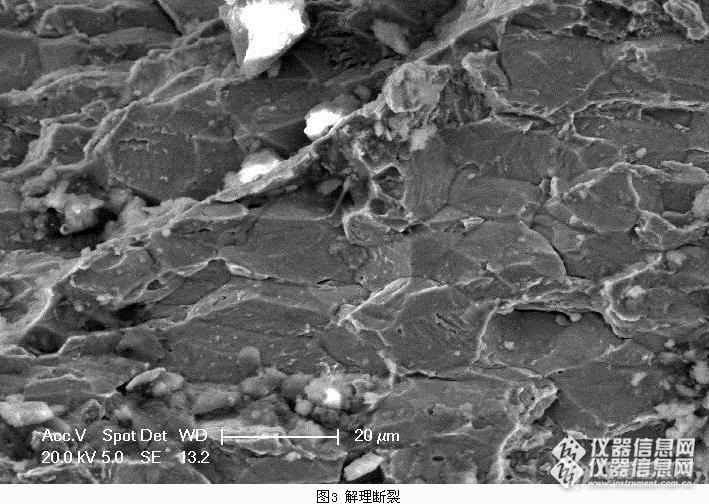
图3 解理断裂
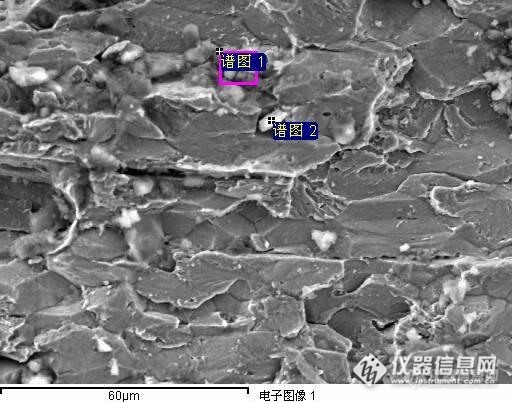
图4 能谱分析图
表1 图4各点能谱分析结果
谱图 | O | Na | Mg | Al | Si | S | Cl | K | Ca | Cr | Mn | Fe |
谱图 1 | 32.15 | 0.47 | 1.07 | 1.99 | 6.23 | 0.89 | 2.61 | 1.07 | 6.56 | 4.76 | 3.73 | 38.48 |
谱图 2 | 32.32 | 0.62 |
|
| 0.90 | 1.74 | 0.71 | 0.51 | 0.91 | 2.16 | 1.88 | 58.24 |